
Rozenstekken is een vak apart, maar automatisering maakt dit proces sneller en nauwkeuriger dan ooit. John van de Ven, oprichter van Aventec, ontwikkelde een vernieuwde stekmachine met moderne technologie. Dankzij slimme ventieleilanden, vision-techniek en robots worden ruim 5.000 rozenstekjes per uur verwerkt met uiterste precisie.
Aventec in Heesch, het bedrijf van John van de Ven, geldt als specialist in industriële automatisering. Wat begon met interim managementopdrachten groeide uit tot maatwerkprojecten in uiteenlopende sectoren, waaronder de glastuinbouw. Toen klanten bij hem aanklopten voor het onderhoud van oudere stekmachines voor potrozen, ontdekte Van de Ven al snel dat deze machines aan vervanging toe waren. “Veel onderdelen waren aan het einde van hun levensduur. We besloten daarom de machine volledig opnieuw te ontwerpen, met moderne servo-aandrijvingen en het CPX-E plc-platform van Festo, gecombineerd met een krachtig visionsysteem.”

Snelheid en precisie via robotica
De machine die Aventec ontwikkelde is een technisch hoogstandje. Het proces begint met het handmatig ophangen van rozentakjes in houders aan een transportlijn. Deze houders worden vervolgens naar een verwerkingscel geleid. Daar draaien ze 180 graden rond voor een 3D-scan door het visionsysteem. Het systeem bepaalt daarbij automatisch de ideale knippositie, waarna een robot van het rozentakje exact op maat stekjes knipt en direct in een pot plant. Deze handelingen gebeuren met verbluffende snelheid en precisie: een complete lijn met vier stekstations verwerkt maar liefst 5.200 stekjes per uur.
Deze artikelen over ROBOTISERING vind je vast ook interessant:
- igus komt met humanoïde robot voor 48.000 euro
- Slimme cobot-oplossingen dankzij nauwe samenwerking en URCaps
- Robothond Spot speurt bij BASF naar lekken in leidingen
Tijdens het ontwikkelproces werkte Aventec nauw samen met Festo. Van de Ven vertelt: “Het draaien en knippen was een van onze grootste uitdagingen. We stuurden rozentakjes naar het ontwikkelcentrum van Festo in Delft. Een week later kregen we al resultaten terug in de vorm van video’s. Dat gaf ons veel vertrouwen. We bouwden vervolgens een testmodule met Festo-componenten en nodigden onze klant uit om deze in actie te zien.”
Eén leverancier, minder zorgen
John van de Ven van Aventec ziet grote voordelen in het gebruik van één leverancier voor zoveel mogelijk onderdelen. “Als er iets misgaat, willen leveranciers soms naar elkaar wijzen. Dat voorkom ik liever. Daarom zitten in onze modules pneumatiek, lineaire geleiders, HMI’s en ventieleilanden van Festo. Iedere module heeft een eigen PLC vanwege de benodigde rekenkracht voor de beeldverwerking. Tijdens de bouw konden we zelfs soepel overstappen op de nieuwste generatie HMI’s van Festo. De conversie van de oude naar de nieuwe generatie ging verrassend eenvoudig en zorgde direct voor betere prestaties.”
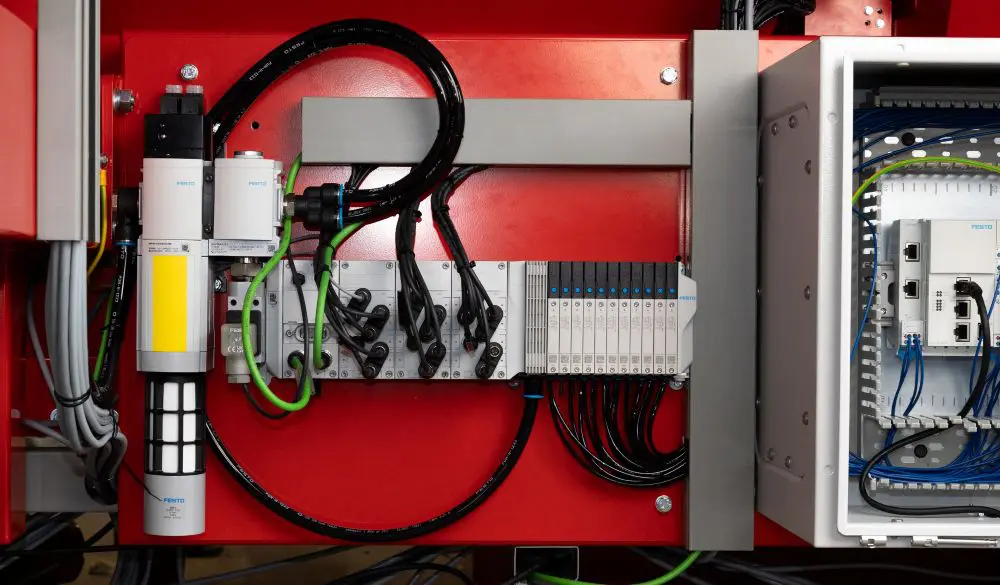
Slimme besturing
Een sleutelcomponent in de rozenstekmachine is het VTUX ventieleiland van Festo. Jeroen Holt van Festo legt uit: “Dit ventieleiland is geschikt voor zowel decentrale als centrale opstellingen en hoeft niet per se in een schakelkast te zitten. Dankzij de IP-beschermingsklasse kan het direct in de open ruimte worden geplaatst. Het VTUX is ook zeer compact, waardoor het aanzienlijk minder ruimte inneemt.” John van de Ven bevestigt de voordelen: “De decentrale opstelling van het VTUX ventieleiland vermindert de bekabelingsinspanning aanzienlijk. Je plaatst aansluitpunten direct bij de sensoren, wat de bekabeling vereenvoudigt. We hoeven nu minder componenten in schakelkasten te plaatsen en dat scheelt veel werk en ruimte. Bovendien wordt het vervangen van kabels veel eenvoudiger.”

Van VTUG naar VTUX
De voorganger van de VTUX was de VTUG met een aluminium basisplaat. “Het VTUX ventieleiland is veelzijdiger en lichter. Dankzij de interne seriële aansluiting kunnen tot 128 ventielfuncties worden beheerd”, legt Van de Ven uit. “We hoeven niet meer elk ventiel en elke sensor apart te bedraden. Eén centrale aansluiting voor lucht, stroom en communicatie voldoet. Waar we voorheen twee schakelkasten nodig hadden, hebben we er nu maar één. De decentrale besturing zorgt ervoor dat we de machineonderdelen onafhankelijk van elkaar kunnen bedienen.”
De grootste winst hiervan is volgens John van de Ven de enorme tijdsbesparing. “We besparen uren aan bekabeling en montagewerk. De investering verdient zichzelf daarom snel terug.” Daarnaast noemt Van de Ven de krachtige diagnostische functies van Festo’s automatiseringsplatform CPX-AP-A, die zorgen voor snelle en eenvoudige probleemoplossing bij bijvoorbeeld kabelbreuken.

Perfect voor zware omstandigheden
De rozenstekmachines werken in vuile en stoffige omgevingen, wat hoge eisen stelt aan componenten. “Het VTUX ventieleiland heeft een IP67-rating, ideaal voor onze toepassing. Dat is absoluut onderscheidend en noodzakelijk”, benadrukt Van de Ven. Van de Ven was een van de eerste gebruikers van het VTUX ventieleiland en twijfelde geen moment. “Als Festo iets nieuws ontwikkelt, heb ik daar vertrouwen in. Ik heb hun fabriek in Esslingen bezocht en gezien hoe grondig ze alles testen. De samenwerking met Jeroen Holt verloopt bovendien uitstekend. Hij begrijpt ons proces volledig, denkt mee over oplossingen en zorgt ervoor dat we klaar zijn voor de toekomst. We willen immers dat onze machines ook over tien jaar nog betrouwbaar en goed te onderhouden zijn.”

Tot slot benadrukt Van de Ven de voortdurende focus op verdere optimalisatie. “Zo hebben we zelf een algoritme ontwikkeld dat de snelheid van het hele proces verbetert. De cyclustijd is daarbij bepalend. Momenteel zitten we op vier milliseconden, maar we streven naar twee milliseconden. Dankzij de krachtige besturingstechnologie van Festo zijn we daar al heel dichtbij.”
Meer over Festo.
